.png)
.png)
.png)
.png)
.png)
Технология производства клееного оконного бруска
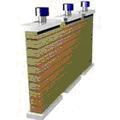
Оконный брус обязательно склеивается из трех слоев. При склеивании в брус подбираются ламели с взаимно противоположными направлениями деревянных волокон. Это гасит возникающие внутри оконного бруса напряжения и гарантирует сохранение заданной геометрической формы на протяжении всего срока эксплуатации. Клееный брус на 80% прочнее и на 40% жестче обычного цельного бруса. А при надлежащем уходе окна, выполненные из клееного оконного бруса, практически вечны.
Породы дерева, из которых изготавливается оконный брус, подразделяются на две группы: хвойные и лиственные. Из хвойных пород выделяется сосна, которая имеет меньшее количество сучков и, следовательно, проще в обработке. К тому же древесина сосны содержит большое количество смолистых веществ – естественных антисептиков, предохраняющих древесину от загнивания.
Существуют три основные категории клееного бруса: цельный, полуцельный и сращенный. У цельного бруса обе лицевые панели цельные, средняя сращенная. У полуцельного бруса одна лицевая ламель цельная, две остальные сращенные. В сращенном брусе все три ламели выполнены из сращенных ламелей. Во всех категориях лицевые ламели имеют радиальный и полурадиальный распил.
Преимущества по сравнению с цельной древесиной. Они заключаются в следующем:
• возможность формирования заготовок любых размеров с заданными потребительскими свойствами из попутных низкокачественных и короткомерных пиломатериалов;
• простота обеспечения требуемого качества заготовок;
• увеличение полезного выхода древесины за счет вырезки дефектов из дощечек меньшего сечения.
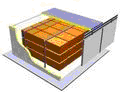 |
1. Сушка обрезной доски. Снятие внутренних напряжений пиломатериалов и доведение древесины до необходимого процента влажности. |
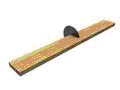 |
2. Предварительная торцовка заготовок Оптимизация радиуса кривизны торцеванием для уменьшения припуска на строгание при дальнейшей обработке |
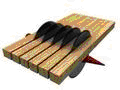 |
3. Распиловка доски Получение заготовок необходимой ширины |
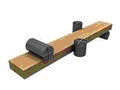 |
4. Вскрытие дефектных мест. Вскрытие дефектов заготовок и обеспечение базовых поверхностей для последующей обработки |
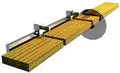 |
5. Вырезка дефектных мест. Получение бездефектных заготовок для последующего сращивания по длине |
 |
6. Сращивание заготовок по длине. Нарезание на торцах заготовок зубчатых шипов, нанесение клея на шипы и сращивание по длине бездефектных заготовок в ламель с торцовкой в размер. |
 |
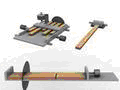
7. Калибровка ламелей Продольное фрезерование с целью снятия наплывов клея, ступенек между заготовками, получение точных геометрических форм и высокой чистоты поверхности для склеивания по пласти. |
 |
8. Нанесение клея на пласть ламелей Нанесение клея на плоские поверхности ламелей для дальнейшего склеивания. |
 |
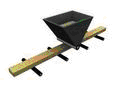
9. Склеивание брусков Склеивание обработанных ламелей по пласти на гладкую фугу с целью получения клееныхоконных брусков |
 |
10. Калибровка клееного бруска Продольное фрезерование бруска с целью снятия наплывов клея после склеивания по толщине, ступенек между склеенными плетями, получение точных геометрическихформ и чистоты поверхности. |
 |
11. Торцовка в размер по длине Чистовое торцевание готового бруса на заданные размеры по длине |
 |
12. Участок обработки заготовок Фрезерования шипов и проушин на обоих концах деталей, фрезерование внутренних профилей, изготовление штапика. |
Источник: http://www.intervesp-stanki.ru